Building a production boat is like a recipe for Cajun Gumbo. First you start with a roux, or in our case a boat plug and mold. Most production boats are now designed using CAD (Computer Aided Design) software. This process yields many advantages. The design output is very precise. Hydrodynamic and stability characteristics are modeled, along with displacement, water resistance, and much more.
If a mold's plug is going to be CNC/robotically milled the design complexity of the plug can be increased well past the point where humans can efficiently hand make them. For example bait wells, storage compartments, anchor locker, or console can all be integrated into one deck mold.
More complex hull shapes, steps and strake designs are now possible. Some CAD software can model pulling parts from a mold by checking for interference problems before construction. This answers questions like, "Can my design with a reverse transom actually be released from the mold?"
The first thing I noticed about my visit to JRL Ventures/Marine Concepts is the vocabulary. The main term used is "Tooling". Using this word is a reflection of the way they see their business, and technologies they apply.
Boeing and Lockheed use tooling. The boat builder historically uses molds. They're exactly the same thing, but the mind-set between these two words can often be huge. Tooling in my mind immediately implies aerospace grade precision, and this is what Marine Concepts is all about.
If a mold's plug is going to be CNC/robotically milled the design complexity of the plug can be increased well past the point where humans can efficiently hand make them. For example bait wells, storage compartments, anchor locker, or console can all be integrated into one deck mold.
More complex hull shapes, steps and strake designs are now possible. Some CAD software can model pulling parts from a mold by checking for interference problems before construction. This answers questions like, "Can my design with a reverse transom actually be released from the mold?"
Boeing and Lockheed use tooling. The boat builder historically uses molds. They're exactly the same thing, but the mind-set between these two words can often be huge. Tooling in my mind immediately implies aerospace grade precision, and this is what Marine Concepts is all about.

Marine Concepts was acquired in 1994 by Bob Long, the many years former head of Wellcraft, and this year's recipient of the NMMA (National Marine Manufacturing Association) Alan Freedman award.
This is presented for outstanding contributions to the marine accessories industry through leadership, creativity and personal motivation. His company today epitomizes the technological art of the possible in production boat tooling technology.
The company currently operates out of facilities in Cape Coral Florida, and the recently purchased 28 acre former Wellcraft facility in Bradenton Florida with over 350,000 sq feet of manufacturing space.

With collapse of Irwin Jacob's Genmar Holdings in the recent market down turn, a number of Genmar boat brands were purchased in a 2009 bankruptcy auction by Platinum Equity including Wellcraft.
Wellcraft's boat production was moved to Cadillac Michigan and is now part of Platinum Equity's PBH Marine group. The plant had been unused since 2008. Marine Concepts is currently utilizing two large buildings and are in the process of expanding into the third building in this facility.
Their business model is to provide tooling fabrication services to many, using high precision systems that individually most companies could never afford to own and use efficiently. Given the substantial cost of these systems, which can approach a million dollars each, these large robots generally operate on a three shift basis. Marine Concepts now operates five large robotic milling systems including three PaR MR systems, and a sixth even larger PaR robot is in the planning stages.
Wellcraft's boat production was moved to Cadillac Michigan and is now part of Platinum Equity's PBH Marine group. The plant had been unused since 2008. Marine Concepts is currently utilizing two large buildings and are in the process of expanding into the third building in this facility.
Their business model is to provide tooling fabrication services to many, using high precision systems that individually most companies could never afford to own and use efficiently. Given the substantial cost of these systems, which can approach a million dollars each, these large robots generally operate on a three shift basis. Marine Concepts now operates five large robotic milling systems including three PaR MR systems, and a sixth even larger PaR robot is in the planning stages.

As a disclosure, in an earlier life I was a salesman for PaR, and I can personally aver this is impressive manufacturing technology. Watching one of these elegant robotic systems articulating around a 3D part is like watching a ballerina dance.
The pictured system can mill a plug that is 28' long, 13 feet wide, and 7' high. Longer plugs can be pulled forward during milling. Renishaw probes on the robot are used to accurately acquire the part's new position, and the milling continues.
This robot is capable of accuracies of +-.003 inches and speeds of up to 1800 inches per minute in the X axis (bridge travel). The PaR large-scale robotic systems use their MEC (Mechanical Error Compensation) software to achieve these high precision's. This is similar to an autopilot compass's internal magnetic deviation table that's created when you turn the boat in circles. Using special fixtures, and laser based metrology the robot's small mechanical errors are mapped, and compensated for in software.
 The second piece of technology used to build tooling are the three axis systems. These are used to fabricate the frames for the plugs. I will get back to this subject a little further later.
The second piece of technology used to build tooling are the three axis systems. These are used to fabricate the frames for the plugs. I will get back to this subject a little further later.
 The Faro Laser Tracker is an integral tool for quality control of tooling during fabrication. The tracker follows and maps the position of the small mirror ball below.
The Faro Laser Tracker is an integral tool for quality control of tooling during fabrication. The tracker follows and maps the position of the small mirror ball below.
As the technician moves the ball around on the part, a 3D CAD surface model is created by the Faro system. This system is capable of measurement accuracies of up to .0006". This is then compared to the original part file with special software.
 The newly created 3D model of the tool shows in color where the deviations are. For example a blue area could be low, and a red area could be high, and colors in-between show the variants of deviation from the specifications.
The newly created 3D model of the tool shows in color where the deviations are. For example a blue area could be low, and a red area could be high, and colors in-between show the variants of deviation from the specifications.
The Faro system can be also be used to measure a part such as an existing hull, and create a CAD surface model to fabricate new tooling.
 Now throw into the mix a skilled technical team consisting of naval architects, software specialists, CAD designers, and engineers. They take the client provided CAD drawing file formats, and convert them to a type the robots can use to mill the tooling.
Now throw into the mix a skilled technical team consisting of naval architects, software specialists, CAD designers, and engineers. They take the client provided CAD drawing file formats, and convert them to a type the robots can use to mill the tooling.
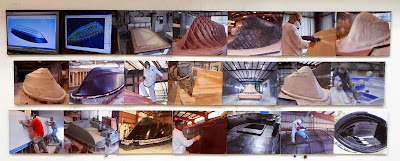 I suspect many think the process of milling a hull plug starts with a large block of Styrofoam, and everything that isn't the hull is cut away. In reality the process is much more sophisticated.
I suspect many think the process of milling a hull plug starts with a large block of Styrofoam, and everything that isn't the hull is cut away. In reality the process is much more sophisticated.
 Milling time on the large robots is expensive, and needs to be reduced to the minimum. To accomplish this a wooden structure is built using frames cut by the 3 axis router. This form is slightly smaller than the finished plug, and will help provide structural stability to the finished tool.
Milling time on the large robots is expensive, and needs to be reduced to the minimum. To accomplish this a wooden structure is built using frames cut by the 3 axis router. This form is slightly smaller than the finished plug, and will help provide structural stability to the finished tool.
A layer of wire mesh and plastic sheeting is attached to the form, and foam is sprayed on the surface. This goes to the robot, and is quickly milled to a shape that is just a bit smaller that the actual tool size.
The newly cut plug, after any additional material applications is then coated about an inch thick with a much harder tooling putty, and goes back to the milling system for final very precise milling. The end result is a rigid, smooth to the touch accurate representation of the part.
 The processes from this point forward are very difficult to automate, due to the individuality of each part. A variety of final tooling grade coatings are applied, and hand polished to a class A finish.
The processes from this point forward are very difficult to automate, due to the individuality of each part. A variety of final tooling grade coatings are applied, and hand polished to a class A finish.
 For some clients the process stops there, and the plug is shipped. For many Marine Concepts customers, they also fabricate the final molds. They have a large experienced staff who do this on a daily basis, and the final tooling meets client specifications, and has been professionally fabricated.
For some clients the process stops there, and the plug is shipped. For many Marine Concepts customers, they also fabricate the final molds. They have a large experienced staff who do this on a daily basis, and the final tooling meets client specifications, and has been professionally fabricated.
The tool them goes to the welding shop where a steel frame is fabricated to enable handling and provide additional stiffness. When completed, the tooling is shrink wrapped and shipped.
I have vastly simplified the processes involved here. The design of composite tooling is complex, and needs to meet many requirements. These include usage life cycles, tooling dimensional stability, the ability to move or rotate the tooling during lamination, part precision, finish quality, and composite fabrication systems being used.
 There is a second aspect to this story that goes beyond boat related tooling. Marine Concepts survived the boating sales slump of the past few years because they diversified into other markets.
There is a second aspect to this story that goes beyond boat related tooling. Marine Concepts survived the boating sales slump of the past few years because they diversified into other markets.
If you remove the word "Marine" from their name what you have is company that engineers, and fabricates composite tooling to very high standards. This includes tooling for aerospace, wind power, transportation, theme parks, and many other market sectors. Examples of these are tooling for a theme park water slide, to housings for aircraft flight simulators.
Beyond the world of traditional hand laminated open boat related molds, they also do tooling for other forms of composite fabrication. The processes include (LRTM) Light Resin Transfer Molding, vacuum infusion, and reusable bag molding. These are all closed mold fabrication technologies that offer reduced material waste, lower emissions, and the capability to mold parts finished on both sides.
To this end, JRL/Marine Concepts is one of the members of the Closed Mold Alliance, a consortium of manufacturers who supply tooling, equipment, and expertise in these forms of composite fabrication. JRL/Marine Concepts have hosted Closed Mold training seminars in their facilities on several occasions.
I was extremely impressed with the high level of technology, and capabilities of this company, especially relative to the current low state of automation utilization by production boat builders. This is a forward-looking organization, and during my conversations with them the words "3D printing" came up as a technology they are carefully watching.
When asked what the future holds for JRL/Marine Concepts, President Matt Chambers said, "JRL Ventures Inc./Marine Concepts will continue to look and think forward at new technology and new materials. We strive to provide our customers with advances in the composite tooling world and not the status quo. The key to this is working with our suppliers and forming a relationship with them, that is mutually beneficial. Our three year plan includes growth in facilities, mills, and adding new talent to our already very talented team. By doing this we are insuring our customers we will continue to advance their capabilities to bring new products to market while maintaining current needs for them as well. Our future is bright as it will be for our Customers, employees and owners."
Upcoming soon is a general automation overview in production boat fabrication.
Sailboat hull CAD design screen shot was created with FREE!ship software.
JRLVentures/Marine Concepts
PaR Systems
The pictured system can mill a plug that is 28' long, 13 feet wide, and 7' high. Longer plugs can be pulled forward during milling. Renishaw probes on the robot are used to accurately acquire the part's new position, and the milling continues.
This robot is capable of accuracies of +-.003 inches and speeds of up to 1800 inches per minute in the X axis (bridge travel). The PaR large-scale robotic systems use their MEC (Mechanical Error Compensation) software to achieve these high precision's. This is similar to an autopilot compass's internal magnetic deviation table that's created when you turn the boat in circles. Using special fixtures, and laser based metrology the robot's small mechanical errors are mapped, and compensated for in software.


As the technician moves the ball around on the part, a 3D CAD surface model is created by the Faro system. This system is capable of measurement accuracies of up to .0006". This is then compared to the original part file with special software.
The Faro system can be also be used to measure a part such as an existing hull, and create a CAD surface model to fabricate new tooling.



A layer of wire mesh and plastic sheeting is attached to the form, and foam is sprayed on the surface. This goes to the robot, and is quickly milled to a shape that is just a bit smaller that the actual tool size.
The newly cut plug, after any additional material applications is then coated about an inch thick with a much harder tooling putty, and goes back to the milling system for final very precise milling. The end result is a rigid, smooth to the touch accurate representation of the part.


The tool them goes to the welding shop where a steel frame is fabricated to enable handling and provide additional stiffness. When completed, the tooling is shrink wrapped and shipped.
I have vastly simplified the processes involved here. The design of composite tooling is complex, and needs to meet many requirements. These include usage life cycles, tooling dimensional stability, the ability to move or rotate the tooling during lamination, part precision, finish quality, and composite fabrication systems being used.

If you remove the word "Marine" from their name what you have is company that engineers, and fabricates composite tooling to very high standards. This includes tooling for aerospace, wind power, transportation, theme parks, and many other market sectors. Examples of these are tooling for a theme park water slide, to housings for aircraft flight simulators.
To this end, JRL/Marine Concepts is one of the members of the Closed Mold Alliance, a consortium of manufacturers who supply tooling, equipment, and expertise in these forms of composite fabrication. JRL/Marine Concepts have hosted Closed Mold training seminars in their facilities on several occasions.
I was extremely impressed with the high level of technology, and capabilities of this company, especially relative to the current low state of automation utilization by production boat builders. This is a forward-looking organization, and during my conversations with them the words "3D printing" came up as a technology they are carefully watching.
When asked what the future holds for JRL/Marine Concepts, President Matt Chambers said, "JRL Ventures Inc./Marine Concepts will continue to look and think forward at new technology and new materials. We strive to provide our customers with advances in the composite tooling world and not the status quo. The key to this is working with our suppliers and forming a relationship with them, that is mutually beneficial. Our three year plan includes growth in facilities, mills, and adding new talent to our already very talented team. By doing this we are insuring our customers we will continue to advance their capabilities to bring new products to market while maintaining current needs for them as well. Our future is bright as it will be for our Customers, employees and owners."
Upcoming soon is a general automation overview in production boat fabrication.
Sailboat hull CAD design screen shot was created with FREE!ship software.
JRLVentures/Marine Concepts
PaR Systems
When my so was in architecture school, he visited a fabrication facility in central Virginia which used a 100 ft long track and opposing multiple axis robots with spinning cutting heads which did pretty much the same thing. They could, and did, create hull forms, transit bus forms, etc. In fact, they often created molds that were so long that the hardest part of the job was delivering them.
ReplyDeleteAl Lorman